
Электроды и их виды
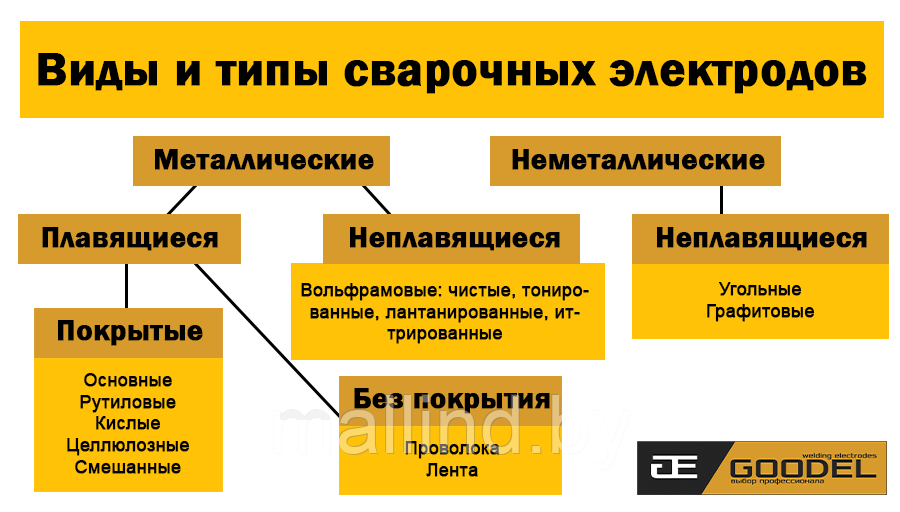
Неметаллические сварочные электроды
— Угольные электроды
— Графитовые электроды
Металлические сварочные электроды
— Неплавящиеся (Вольфрам и сплавы на его основе)
— Плавящиеся (Покрытые и непокрытые)
Несмотря на то, что патент на покрытые сварочные электроды О. Кельберг получил еще в 1911 году, а на мировой рынок покрытые электроды вышли в 1928, до сих пор это один из самых распространенных сварочных материалов.
Классификация покрытых металлических сварочных электродов по ГОСТ 9466-75
В соответствии с ним электроды покрытые металлические для ручной дуговой сварки сталей и наплавки классифицируются по:
— назначению;
— механическим свойствам;
— химическому составу наплавленного металла (типам);
— видам и толщине покрытий;
— сварочно-технологическим характеристикам.
По назначению электроды подразделяются:
— для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм² (600 МПа). Обозначаются буквой У (ГОСТ 9467-75);
— для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм² (600 МПа). Обозначаются буквой Л (ГОСТ 9467-75);
— для сварки легированных теплоустойчивых сталей. Обозначаются буквой T (ГОСТ 9467-75);
— для сварки высоколегированных сталей с особыми свойствами. Обозначаются буквой В (ГОСТ 10052-75);
— для наплавки поверхностных слоев с особыми свойствами. Обозначаются буквой H (ГОСТ 10051-75).
Вышеуказанными стандартами предусмотрено разделение электродов на типы, в соответствии с механическими свойствами и химическим составом наплавленного металла. Цифры, обозначающие каждый тип электрода — Э42, Э42А, Э50 и т. д., характеризуют гарантированное минимальное временное сопротивление разрыву в кгс/мм², а буква А — повышенные пластические свойства, вязкость и ограничения по химическому составу.
По механическим свойствам и химическому составу наплавленного металла (типам)
На обозначении электрода буква «Э» обозначает слово «электрод», а следующие далее 2 или более цифры соответствуют минимальному временному сопротивлению разрыву металла шва или сварного соединения в кгс/мм² (ГОСТ 9467-75) или характеристика наплавляемого металла (ГОСТ 10052-75 или ГОСТ 10052-75)
Конкретные примеры:
— Э38, Э42, Э46 и Э50 — электроды для сварки углеродистых сталей с временным сопротивлением до 490 Дж/см²;
— Э42 А, Э46 А и Э50 А — для сварки тех же сталей, когда к металлу шва предъявляются повышенные требования по относительному удлинению и ударной вязкости;
— Э55 и Э60 — для сварки сталей с временным сопротивлением разрыву свыше 490 Дж/см2 и до 590 Дж/см².
По толщине покрытия:
По толщине покрытия электроды разделяются в зависимости от отношения D/d (D — диаметр покрытого электрода; d — диаметр стержня):
— с тонким покрытием (D/d < 1,2). Обозначаются буквой М;
— со средним покрытием (D/d < 1,45). Обозначаются буквой С;
— с толстым покрытием (D/d < 1,8). Обозначаются буквой Д;
— с особо толстым покрытием (D/d > 1,8). Обозначаются буквой Г.
По типу покрытия:
— с кислым покрытием (А);
— с основным покрытием (Б);
— с целлюлозным покрытием (Ц);
— с рутиловым покрытием (Р);
— с покрытием смешанного вида (с двойным буквенным обозначением);
— с прочими видами покрытий (П).
По допустимым пространственным положениям сварки или наплавки
— для сварки во всех -положениях с условным обозначением 1;
— для сварки во всех положениях, кроме вертикального сверху вниз — 2;
— для положений нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх — 3;
— для нижнего и нижнего в лодочку — 4.
Как незаменимый сварочный материал электроды выдержали испытание временем и, очевидно, еще долго не потеряют своей популярности.
