
АРГОНОДУГОВАЯ СВАРКА
Аргонодуговая сварка – эта сварка в среде инертного газа. Сварка может осуществляться плавящимся или неплавящимся (обычно вольфрам) электродом. Для обозначения аргонодуговой сварки могут применяться следующие названия:
РАД – ручная аргонодуговая сварка неплавящимся электродом,
ААД – автоматическая аргонодуговая сварка неплавящимся электродом,
ААДП – автоматическая аргонодуговая сварка плавящимся электродом.
Для обозначения аргонодуговой сварки вольфрамовым электродом:
TIG – Tungsten Inert Gas (Welding) – сварка в среде инертных газов
GTAW – Gas Tungsten Arc Welding – газовая дуговая сварка вольфрамом
Аргонодуговой сварка очень похожа на газосварку, только вместо кислородно-ацетиленовой горелки в качестве источника тепла используется электрическая дуга. Дуга горит между специальным неплавящимся электродом из вольфрама и изделием. Чтобы вольфрамовый электрод и изделие не окислялся, через сопло горелки подается инертный газ – обычно аргон, реже гелий.

Принцип работы аргонодуговой сварки
Аргон, как инертный газ, не вступает в химическую реакцию при взаимодействии с металлами. А так как тяжелее кислорода, он легко вытесняет атмосферный воздух из рабочей сварочной зоны, препятствуя окислению сварочного шва.
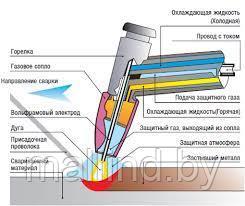
Вольфрамовый электрод, расположенный в горелке, подает электрическую дугу на свариваемое изделие. При этом из горелки через сопло в рабочую зону подается аргон. Также в рабочую зону со стороны подается присадочный материал, который не участвует в электрической цепи. В случае ручной аргонодуговой сварки сварщик вручную подает присадочный пруток и удерживает горелку. При автоматической аргонодуговой сварке присадочная проволока и горелка перемещаются без непосредственного участия человека.
При аргонодуговой сварки создается в рабочей зоне сварки особая среда, в которой обычной зажигание дуги невозможно. Для зажигания дуги бесконтактным способом используется особое устройство, осциллятор, который обеспечивает зажигание высокочастотными импульсами. Наряду с зажиганием дуги, в случае сварки переменным током, осциллятор отвечает за стабилизацию дуги в момент смены полярности, что обеспечивает стабильное горение дуги. Так же зажигание дуги может происходить контактный способом (дуга зажигается чирканьем электродом по поверхности изделия)
Вид сварочного тока:
Постоянный ток (когда ток идет от вольфрама к детали, вольфрам нагревается слабо, деталь наоборот – удобно для хорошего проплавления) или переменный ток (полярность тока постоянно меняется; при обратной полярности происходит катодное распыление окислов на поверхности изделия, что необходимо, например, при сварке алюминия.
Для улучшения борьбы с пористостью к аргону иногда добавляют кислород в количестве 3–5%. При этом защита металла становится более активной. Чистый аргон не защищает металл от загрязнений, влаги и других включений, попавших в зону сварки из свариваемых кромок или присадочного металла. Кислород же, вступая в химические реакции с вредными примесями, обеспечивает их выгорание или превращение в соединения, всплывающие на поверхность сварочной ванны. Это предотвращает пористость.
Область применения и преимущества аргонодуговой сварки
Основная область применения аргонодуговой сварки – соединения из легированных сталей и цветных металлов. При малых толщинах аргонная сварка может выполняться без присадки. Этот способ сварки обеспечивает хорошее качество и формирование сварных швов, позволяет точно поддерживать глубину проплавления металла, что очень важно при сварке тонкого металла при одностороннем доступе к поверхности изделия. Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом виде сварку иногда называют орбитальной. Сварка неплавящимся электродом – один из основных способов соединения титановых и алюминиевых сплавов.
Аргоновая сварка плавящимся электродом используется при сварке нержавеющих сталей и алюминия. Однако объем ее применения относительно невелик.
Недостатки аргонодуговой сварки
Недостатками аргонодуговой сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов.
